|
|
|||||||||||||
Con el término películas usualmente se designa a material plástico de forma laminar con calibres o espesores muy delgados, en el rango de 0.10 a 10 (0.001"). Existen varias técnicas para la fabricación de películas de plástico, la mayoría de ellas basadas en la extrusión de una resina a través de una abertura con forma predefinida. Y entre éstas, la técnica más sencilla y la más común es la de moldeo por soplado. El proceso de película soplada utiliza un extrusor equipado con un cabezal de salida circular por el que es extruída una resina plástica para formar una especie de tubo que después constituirá el producto final. Un extrusor típico consta de un mecanismo de transmisión y potencia, de un cilindro, de un tornillo, de una malla filtrante (opcional) y de los apropiados controles de presión, temperatura y velocidad. En el proceso se usan resinas de alto peso molecular debido a que mantienen la forma extruída durante el enfriamiento pero antes de utilizarlas deben prepararse mediante el mezclado de diversos aditivos que le dan las características que desea impartirse al producto final o que ayudan a su procesamiento adecuado.
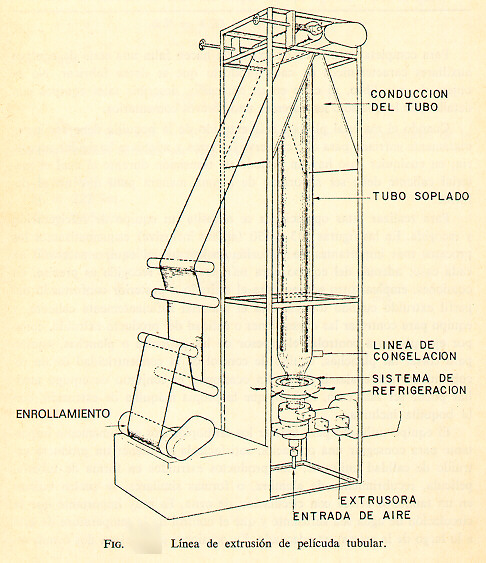
Los principios de operación de un extrusor forman la base para varios importantes procesos de fabricación de artículos de plástico. Un extrusor funde, comprime, mezcla y bombea el material plástico a la sección de formado. La sección de formado es usualmente un cabezal con una boquilla de salida que da al material fundido la forma que se desea obtener mediante un proceso continuo, como son: hojas, tubos, perfiles y otros. En las subsecuentes etapas se utiliza esta forma inicial como base para dar al producto su forma final. Un corte típico de un extrusor mono husillo es mostrado en la siguiente figura:
Un motor ya sea de velocidad variable o fija, hace dar vueltas a un tornillo dentro de un cilindro calentado eléctricamente por medio de resistencias. El material plástico es alimentado por gravedad en una tolva a través de una abertura en el cilindro. El plástico es transportado por el tornillo y absorbe calor, tanto del cilindro, como del esfuerzo friccionante. Conforme el plástico se va fundiendo, el canal del tornillo se va estrechando, lo que incrementa la presión interna forzando al material a salir por la boquilla. Una vez que el material fundido tiene la forma básica deseada se pasa a la sección de formado final. En el proceso de película soplada, conforme la resina es extruída a través del orificio circular, aire es introducido por el cabezal para inflar el material plástico para formar algo similar a una gran burbuja. La formación de la burbuja estira y adelgaza el material fundido hasta alcanzar la medida y el espesor deseados. Conforme el plástico se enfría, se endurece y después de un enfriado suficiente, la burbuja es colapsada entre dos rodillos y embobinada en forma de rollo. Esta forma de producto es normalmente conocida como película tubular. Pero pasos subsecuentes pueden cortar el rollo a lo largo para dar lugar a películas planas con mayor utilidad práctica en la fabricación de bolsas o empaques diversos, o a lo ancho para formar hojas sueltas. Todo el proceso se realiza de manera continua.
*EXTRUSION
DE PLASTICOS. TEORÍA Y EQUIPOS. R.ANGUITA Existen diversas variaciones en los diseños de las máquinas para dar mayor producción, con mayor o menor grado de eficacia o automatización, pero todas se basan en el mismo principio. Las otras operaciones auxiliares en el proceso de fabricación de películas son: La preparación inicial del material, en la cual se mezclan las proporciones adecuadas de compuestos, aditivos, material recuperado o pigmentos que requieren cada tipo diferente de resina o producto. La molienda y clasificación de todas las rebabas y desechos de material plástico, que permitan optimizar su manejo para su posterior reutilización. La
revisión, clasificación y empaque final del producto
terminado. MATERIAS PRIMAS REQUERIDAS POR EL PROCESO. En la manufactura de películas de plástico se usan muchos tipos de resinas termoplásticas, casi siempre polímeros de alto peso molecular que permitan obtener resistencia en caliente. El polietileno de baja densidad, el polietileno de alta densidad, el PVC, y actualmente el polipropileno constituyen la mayor parte del volumen en este campo. Otros materiales menos comunes son la resina K, el poliestireno, poliesteres, etc. Debido a su bajo costo, a la facilidad de procesamiento, a su nula toxicidad y buena resistencia química y física, además de ser innecesario utilizar maquinaria sofisticada o formulaciones especiales, las poliolefinas (polietilenos, polipropilenos, etc.) son las de más amplio uso, y mediante del uso de equipo especialmente modificado las películas de PVC son las que les siguen en importancia, por lo que nos hemos limitado a manejar sólo este tipo de resinas. Estos materiales son proporcionados por compañías petroquímicas que mediante diversos procesos químicos los obtienen generalmente a partir del petróleo y lo surten preferentemente en forma de pellets o gránulos empacados en bolsas de papel o plástico, o algunas veces como en el caso del PVC en forma de polvo. En México, las compras de resinas se hacen generalmente a compañías especializadas dedicadas a su importación y comercialización o como en el caso de las resinas de PVC la adquisición se hace directamente con los productores nacionales. Los aditivos que se adicionan a la resina se adquieren con fabricantes nacionales o con representantes de compañías internacionales que comercializan los diferentes productos. Para lograr obtener un determinado producto, adicionalmente a las resinas base es necesario añadir otras substancias auxiliares que ayudan a procesar el material o a mejorar sus propiedades. Entre los diferentes tipos de aditivos que utilizamos para elaborar nuestras formulaciones están: Plastificantes. Son líquidos de baja temperatura de ebullición que se agregan a los polímeros para mejorar su flexibilidad, extensibilidad y procesabilidad. Actúan como separadores de las cadenas de polímero, reduciendo las atracciones intermoleculares y promoviendo así una mayor movilidad. Estabilizadores Térmicos. Son substancias que permiten controlar la extremada susceptibilidad a la degradación de los polímeros permitiendo de esta forma su procesamiento. Tienen además la finalidad de neutralizar y reaccionar con el ácido clorhídrico que se genera por degradación de la resina, previniendo la decoloración del compuesto durante el proceso de transformación. Debe de ser: receptor de ácido clorhídrico. Los productos que se formen con el deben ser insolubles, inodoros y resistentes al agua. No presentar problemas de compatibilidad. Ser absorbedor de luz ultravioleta. Ser no tóxico y usarse en pequeñas cantidades. Lubricantes. Mejoran la procesabilidad de los polímeros reduciendo la fricción entre las partículas del material y retrasando la fusión del mismo. Reducen además la viscosidad del fundido promoviendo el buen flujo del material. Evitan que el polímero caliente se pegue a las superficies del equipo de procesamiento y mejoran el acabado superficial del producto. Lubricantes Externos. Reducen la fricción entre las partículas del polímero y las superficies metálicas de la maquinaria. Modificadores de Impacto. Dan mayor resistencia al impacto a temperaturas más bajas e imparten flexibilidad a compuestos rígidos. Ayudas de Proceso. Mejoran la procesabilidad de los polímeros sin afectar sus propiedades y reducen los defectos superficiales. Otros
materiales de importancia y que se manejan en volumen mucho menor
son: pigmentos y aditivos para dar características específicas
al producto o para mejorar su aspecto visual, tubos de cartón
para el embobinado, y materiales de empaque y acabado: papel,
cajas, bolsas, etc.
19/02/2010 |
|||||||||||||
|
Última
revisión de esta página: 18/Jul/2013
 buzon@empaquesplasticos.com.mx |


| Menú | |
| Expander Menú | |
| Cerrar Todo |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
MAPA
DEL SITIO
![]()
 |
|
Descripción del proceso. |
|
 |
|
Oprima
para imprimir
|
|
|
 |